Кейс ТРМ – Планирование работы оборудования

О компании, наш заказчик:
Производственная компания, в парк оборудования входят несколько линий замкнутого цикла (от раскроя до готового изделия), три окрасочных комплекса и парк станков ЧПУ. Компания имеет все виды производств от заготовительного до сборочного, в составе компании 4 производства (заготовительное, металлообрабатывающие, окрасочное и сборочное).
Задача проекта:
Компания обратилась к нам с задачей об устранение потерь в области простоя оборудования, привлечение персонала к эффективному исполнению своих должностных обязанностей и вовлечь среднее руководящее звено ИТР в цикл постоянного улучшения.
Показатели и проблемы при старте проекта:
-
Производительности оборудования 61% ОЕЕ.
-
Производительность персонала 73% (по такту).
-
Расход на комплектующие 23 мил. Руб.
-
Брак 4% от выпуска.
-
Средней оборот производства на единицу изделия 8 дней.

Наша компания провела Аудит работы оборудования, в рамках которого было выявлено ряд основных проблем на производственной площадке:
-
Обслуживание - вне должной меры проводится профилактика оборудования со стороны оператора, не своевременно меняется расходный материал, не проводится осмотр персоналом оборудования перед запуском, отсутствует регламент обслуживания.
-
Проведение ТО и Ремонтов – ТО проводится, но не по стандарту, можно сказать, что стандарт проведение ТО отсутствует, сотрудники компании (отдела Главного механика) не могут с точностью ответить на вопрос по какому графику ведётся обслуживание (ТО1, ТО2, ТО3, ТО4), кто должен его планировать и по каким приоритетам. Нет чёткого понимания сколько времени должна единица оборудования находиться в ТО (отсутствуют временны нормы для работ механика).
-
Зап. часть ЗИП – На складе выявлено большое количество комплектующих заложенных на ремонт и аварийные остановки, но в компании нет единой базы по остановкам и нет чёткой статистики по базе Зап. Частей, которая должна пересматриваться периодически в соответствии с изменением статистики остановок. Исходя из этого в компании скопилось большое количество закупаемых комплектующих, которые не востребованы, при этом остро стоит нехватка отсутствующих запчастей. Так же, учёт запчастей ведётся в базе, по которой проходит ряд ТМЦ и инвентаря, что осложняет закупщикам (ОМТС) корректно и своевременно формировать заказ.
-
Рабочие место\Оператор – организация рабочего места оставляет желать лучшего, невозможно точно сказать о наличие всего инструмента, остаётся вопрос открытым в качестве приспособлений, и кондукторов, которые используют операторы в работе, хранение НЗП (незавершенного производства) и заготовленного ТМЦ к работе не гарантирует его наличия в полном объеме.

Наши решения (подходы)
Мы предложили системно изменить подход в области обслуживания оборудования, подготовки рабочего места, проведения нормирования на рабочих местах ремонтных служб, с составлением подробного стандарта. Организовать проведение инвентаризации всего имеющегося ЗИП с разделением по активности применения. Формирование новой базы ведения учёта запчастей, распределение их по уровню сложности, важности, срочности на участках по статистикам простоя и рисковой потребности.
-
Принято решение начать с операторов: подготовили подробный стандарт в формате А3 на все рабочие места, от составления пошагового действия перед началом и до завершения смены, поставили контрольные точки и провели аттестацию. Так же наша фокус- группа подготовила стандарты по системе 5С на рабочих местах, определили места хранения ТМЦ, необходимое наличие инструмента и вспомогательного материала. Разработали предложение по мотивации сотрудников в выполнении данного рабочего протокола (напомним, что мотивация — это не поощрение, а любые действия, ведущие к исполнению задач!).
-
Далее взяли под контроль оборот комплектующих: сформировали новую базу отчётности по производству в затратах на единицу оборудования (в периоде), разделили весь объем Зап. Частей по принципу срочно, средняя важность и понадобится в периоде (АВС анализ). Провели полную инвентаризацию учёта ЗИП от посторонних комплектующих и инвентаря, провели фактическую ревизию по всем складам, сделали опись, выявили весь перечень не учтённой продукции и неликвида. Внедрили механизм исследования причинно-следственных связей от простоя до ликвидации основных причин, т. е. исследуя не только поломку, но и факторы, которые повлияли или поспособствовали появлению данного несоответствия.
-
Провели стандартизированную работу по ремонтному персоналу: заполнили карты, провели нормирование выполняемых работ, провели исследование качества работы, выставили нормы и дополнили текущие руководящие документы новыми нормативами, мотивационными моментами и регламентами.
-
Провели полное исследование компетенций Руководящего ремонтного состава (ГЛ. Механик, руководители смен и мастера): провели дополнительные исследования в области руководящей документации, внесли дополнения в области контроля качества выполняемых работ сотрудниками подразделений, дополнили систему мотивации с привязкой от простоя оборудования, несвоевременной затрате Зап. Частей, несвоевременного реагирования ремонтных служб на сигналы с производства.
-
Организовали исследование причин брака: рабочая группа выявила ряд несоответствий в области наладок (не выполнение регламента и не своевременность), не должное хранение матриц (форм), что приводит к раннему ухудшению продукции или попадание на него чужеродного материала. Нарушение хранение пресс-форм, смещение уровней при хранении и другие погрешности, которые в перспективе могут повлиять на качество продукции.
Группой было принято решение в области проведения полной стандартизации управления Комплектующими, внедрение системы 5S на всех местах хранения, проведение дополнительной стандартизированной работы с операторами. Изменение системы мотивации руководящего персонала, привязка фактора брака к показателю «за период» и ведение отчёта по причинам брака, разделяя по группам повторения. -
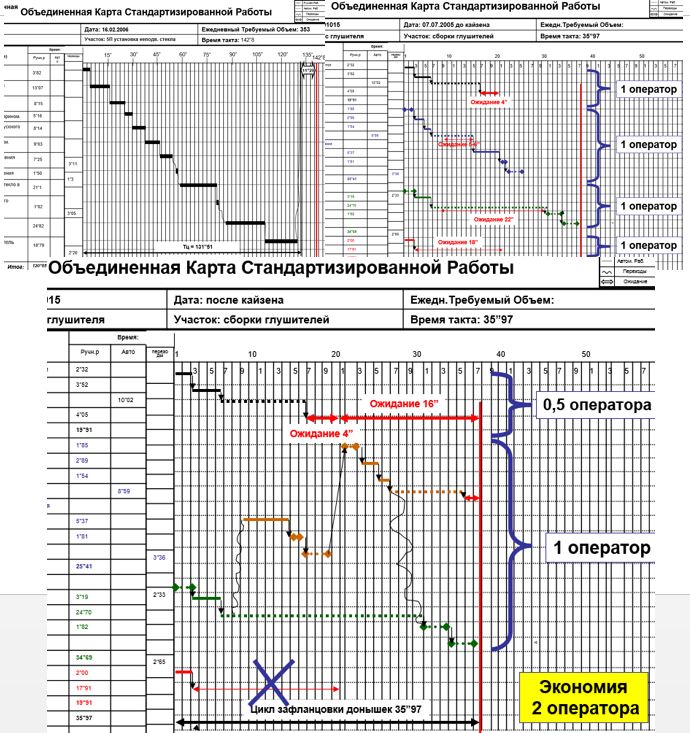
Нами была проверена система планирования производства: группа выявила ряд вопросов которые показали что планирование не оптимально, на производстве есть участки на которых диспетчеризация в ожидание (нет чёткой сходимости незавершенного производства), что ведёт к ожиданиям поточного блока и простаиванию парка, так же выявили, что при поломках оборудования часть заказа переносят на дублёры, но при этом оснастка у них старая и нет должного качества, что опять вытекает в % брака или долгие под наладки оборудования.
В итоге рабочая группа приняла решение провести изменение в планирование производства. Сменили объем партий, изменили подход в переналадке оборудования SMED, провели стандартизацию при перемещении партий по дублирующей базе с привлечением ремонтных служб, провели стандартизированную работу по запуску производства по обходному пути, нормировали и внесли пакет документации в процессы компании.
Показатели при завершении проекта:
-
Производительность оборудования 81% ОЕЕ.
-
Производительность персонала 92% (по такту).
-
Расход на комплектующие 16 мил. Руб.
-
Брак 3.2% от выпуска.
-
Средний оборот производства на единицу изделия 6 дней.
Рекомендации
Нашей компанией было оставлены ряд рекомендаций в области изменения подхода к организации рабочих мест персонала и формирование новой корпоративной среды:
Обратите внимание на программы Тренингов
Тренинг Стандартизированная Работа
Тренинг ТРМ – Обслуживание Оборудования
Тренинг Бережливое Производство – Практика
Тренинг Управление Персоналом на Производстве
Отправьте заявку или свой вопрос и мы свяжемся с вами в ближайшее время